Before the pipe fittings are put into operation, it is necessary to check whether the design meets the design requirements and meet the basic installation conditions. Then after the installation is completed, the job site should be cleaned and tidy, and the acceptance of the main structure should be completed. Note that the installation pipeline should be designed and built by professional personnel. Then it is necessary to check whether the positions of the brackets and reserved holes of the pipe fittings meet the professional standards.
The pipe fittings have reasonable structure and high strength, and they are also widely used in fire-fighting pipelines. The main function of pipe fittings in the use process is the pressure vessel. Many of them belong to the category of mechanical processing, and the commonly used methods are stamping, forging, roller processing, rolling, bulging, stretching, bending, and combined processing. Pipe processing is an organic combination of processing and metal pressure treatment.
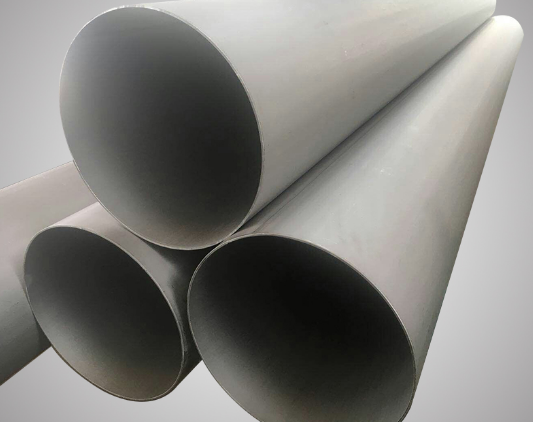
The quality of pipe fitting materials is mainly due to the different nickel content. Nickel is an excellent corrosion-resistant material. The corrosion resistance and process performance of stainless steel have been improved to a certain extent. However, in order to obtain a pure austenitic structure, the nickel content of low-carbon nickel steel should reach 24%, and only 27% of nickel will greatly change the corrosion resistance of steel in some media. The corrosion resistance of 310S stainless steel sheet mainly depends on its alloy composition (chromium, nickel, titanium, silicon, aluminum, etc.) and internal structure, and the main function is chromium.
The position of the stainless steel pipe fittings should have a smooth transition between the welding arc and the end, and the welding channel should not be too high. To prevent the production of non-welding, it is necessary to ensure good melt, slag and other defects. If the tack weld is broken, the cracked weld needs to be eliminated and repositioned for welding. After tack welding, if the interface is not flat, you need to repair it, and then you can formally weld it.